Жиһаз (металл) - Burnishing (metal)
Бұл мақалада бірнеше мәселе бар. Өтінемін көмектесіңіз оны жақсарту немесе осы мәселелерді талқылау талқылау беті. (Бұл шаблон хабарламаларын қалай және қашан жою керектігін біліңіз) (Бұл шаблон хабарламасын қалай және қашан жою керектігін біліп алыңыз)
|

От жағу болып табылады пластикалық деформация байланысты беттің жылжымалы контакт басқа объектімен. Ол бетті тегістейді және оны жылтыр етеді. Егер жанасу кернеуі жергілікті деңгейден асып кетсе, кез-келген сырғымалы бетте жану пайда болуы мүмкін беріктік материалдың. Құбылыс ақаулық күйінде де, өндіріс процесінің бөлігі ретінде де болуы мүмкін. Бұл астында қысу операциясы суық жұмыс.
Механика
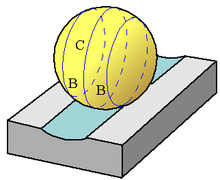
Шыныққан доптың жұмсақ, тегіс табаққа қарсы әрекеті күйдіру процесін бейнелейді. Егер доп тікелей табаққа итерілсе, онда олар жанасқан жердің айналасындағы екі нысанда да кернеулер пайда болады. Бұл қалыпты күштің жоғарылауымен шар мен пластинаның беттері деформацияланады.
Шыңдалған доптың әсерінен болатын деформация оған қарсы күштің күшімен өседі. Егер оған күш аз болса, онда күш шыққан кезде шар мен пластинаның беті де бастапқы, деформацияланбаған формасына оралады. Бұл жағдайда пластинадағы кернеулер әрдайым материалдың беріктігінен аз болады, сондықтан деформация таза серпімді болады. Тегіс тақта шарға қарағанда жұмсақ екендігі берілгендіктен, пластинаның беті әрдайым деформацияланып отырады.

Егер үлкен күш қолданылса, пластикалық деформация пайда болады және пластинаның беткі қабаты түбегейлі өзгереді. Шар тәрізді шегініс артта қалады, оның айналасында доппен ығыстырылған көтерілген материал сақинасы болады. Шар мен пластина арасындағы кернеулер толығырақ сипатталған Герциялық стресс теориясы.
Допты табақша арқылы сүйреп апарғаннан гөрі басқаша әсер етеді. Бұл жағдайда допқа күш екі компоненттік күшке бөлінуі мүмкін: біреуі тақтайшаның бетіне қалыпты, оны итеріп, екіншісі тангенциалды, оны сүйреп апарады. Тангенциалды компоненттің ұлғаюына қарай, доп пластина бойымен сырғана бастайды. Сонымен қатар қалыпты күш статикалық жағдайдағы сияқты екі затты деформациялайды. Егер қалыпты күш аз болса, онда доп тақтаға үйкеледі, бірақ оның бетін өзгертпейді. Үйкеліс әрекеті үйкеліс пен жылуды тудырады, бірақ ол пластинада із қалдырмайды. Алайда, қалыпты күш күшейген сайын, ақыр соңында пластина бетіндегі кернеулер оның беріктік шегінен асып түседі. Мұндай жағдайда доп бетімен жыртып, артында шұңқыр жасайды. Доптың жер жырту әрекеті жанып тұрады. Сондай-ақ, өртену шар айнала алатын кезде пайда болады, егер жоғарыдағы сценарийде орын алатын болса, төменге қарай жүктемені көтеру үшін және сонымен бірге айналдыру мен допты аударуды тудыратын басқа жалпақ табақ жоғарыдан төмен түсірілген болса немесе шарлы мойынтірек.

От жағу бір-біріне сәйкес келетін беттерде де болады, мысалы, екі жалпақ тақтайшалар арасында, бірақ бұл микроскопиялық шкала бойынша жүреді. Тіпті тегіс беткейлерде де үлкейтуге болады, егер олар үлкен үлкейту кезінде қарастырылса. Беттің жалпы формасынан жоғары созылатын кемшіліктер деп аталады теңсіздіктер және олар пластинаның бойымен қозғалатын доп сияқты материалды басқа бетке жырта алады. Осы көптеген теңсіздіктердің бірлескен әсері күйіп кетумен байланысты жағылған құрылымды шығарады.
Механикалық компоненттерге әсері
От жағу механикалық компоненттерде әр түрлі себептермен қажет емес, кейде оның әсерлерін болжау мүмкін емес. Тіпті жеңіл жану бөлшектің беткі қабатын едәуір өзгертеді. Бастапқыда аяқтау тегіс болады, бірақ сырғанау әрекеті қайталанған кезде бетінде сырғыма бағыты бойынша ойықтар дамиды. От жағумен байланысты пластикалық деформация бетті қатайтады және қысымның қалдық кернеулерін тудырады. Бұл қасиеттер әдетте пайдалы болғанымен, шамадан тыс қыздыру жер үсті жарықтарына әкеледі шашырау, үстіңгі қабат беткі материалдан қабыршақтайтын құбылыс.
Сондай-ақ, оны жағу әсер етуі мүмкін машинаның өнімділігі. От жағумен байланысты пластикалық деформация тек үйкелуден гөрі үлкен жылу мен үйкеліс тудырады. Бұл машинаның тиімділігін төмендетеді және оның жылдамдығын шектейді. Сонымен қатар, пластикалық деформация бөлшектің пішіні мен геометриясын өзгертеді. Бұл машинаның дәлдігі мен дәлдігін төмендетеді. Жоғары үйкеліс пен деградацияланған форманың үйлесуі көбінесе компонент істен шыққанға дейін үнемі нашарлайтын қашу жағдайына әкеледі.
Деструктивті күйіп кетудің алдын алу үшін сырғанауды болдырмау керек, ал домалақ жағдайларда жүктемелер шашырау табалдырығының астында болуы керек. Машинаның бір-біріне қатысты сырғанау аймағында роликті мойынтіректерді енгізуге болады, осылайша компоненттер сырғанудың орнына домалақтық байланыста болады. Егер сырғанаудан аулақ болу мүмкін болмаса, онда компоненттер арасында майлағыш қосу керек. Бұл жағдайда жағармайдың мақсаты компоненттерді жанармай пленкасымен бөлу, сондықтан олар байланысқа түсе алмайды. Сондай-ақ, жағармай жүктемені жергілікті байланыс күштері онша жоғары болмауы үшін үлкен аумаққа бөледі. Егер бұрын жағармай болса, оның қабығының қалыңдығын арттыру керек; әдетте мұны майлағыштың тұтқырлығын арттыру арқылы жүзеге асыруға болады.
Өндірісте
Жиһаз әрдайым жаман емес. Егер ол бақыланатын тәртіпте пайда болса, оның әсері болуы мүмкін. От жағу процестері өндірісте өңделетін материалдың көлемін, пішінін, беткі қабатын немесе қаттылығын жақсарту үшін қолданылады. Бұл кішігірім масштабта пайда болатын қалыптау операциясы. От жағудың артықшылықтары көбінесе күресуді қамтиды шаршау алдын алу коррозия және кернеу коррозиясы, визуалды ақауларды жою үшін беттерді құрылымдау, кеуектілікті жабу, беттік сығымдау қалдық стресс.
Жану процестерінің бірнеше формалары бар, ең кең тарағандары роликті жағу және шарикті жағу (оның бір бөлігі бализдену деп те аталады). Екі жағдайда да, от жағатын құрал дайындамаға қарсы шығады және оның бетін пластикалық деформациялайды. Соңғы жағдайдың кейбір жағдайларында (және әрқашан бальзамда), ол үйкеледі, ал біріншісінде ол айналады және айналады. Дайындама қоршаған ортаның температурасында болуы немесе құралдың тозуы мен тозуын азайту үшін қыздырылуы мүмкін. Әдетте құралды қатайтады және оның қызмет ету мерзімін арттыру үшін арнайы материалдармен қаптайды.
Шарды жағу немесе бализирлеу - ұңғыманы өңдеу, ұнтақтау немесе жылтырату сияқты басқа ұңғымаларды әрлеу операцияларын ауыстыру. Баллизация құралы тесік арқылы итерілетін бір немесе бірнеше үлкен өлшемді шарлардан тұрады. Құрал а-ға ұқсас брош, бірақ материалды кесудің орнына, оны жолдан шығарады.[1]
Допты жағу сонымен қатар тазарту операциясы ретінде қолданылады. Бұл, әсіресе, екі жағынан бұрғыланған тесіктің ортасындағы тесікті кетіру үшін пайдалы.[1]
Басқа типтегі шарларды жағатын құралдарды кейде CNC фрезерлік орталықтарында шарикті фрезерлеу операциясын орындау үшін қолданады: қатайтылған доп зиг-заг құрал-сайманының бойымен шарикті қаламға ұқсас ұстағышта қолданылады, тек «сия» қысыммен өңделген, қайта өңделген жағармай. Бұл баяу және ұзақ уақытты қажет ететін кесінділерге қарағанда жақсы өңдеумен «жартылай әрлеу» кесуімен қол жеткізілген өңделген өнімділікті біріктіреді. Күйдіруге арналған тамақ жылдамдығы өңдеуді аяқтаумен емес, «жылдам жүрумен» байланысты.
Роликті жағу немесе беттік илемдеу цилиндрлік, конустық немесе диск тәрізді дайындамаларда қолданылады. Аспап роликті подшипникке ұқсайды, бірақ білікшелер олардың конверттің диаметрін дәл реттеуге болатындай етіп, өте аздап конустық болады. Роликтер, әдетте, роликті подшипниктегідей тор ішінде айналады. Роликті жағуға арналған типтік қосылыстарға гидравликалық жүйенің компоненттері, білік филелері және тығыздағыш беттер жатады.[2]Өлшемді өте жақын бақылауға болады.
От жағу белгілі бір дәрежеде өңдеу процестерінде де болады. Айналдыруда кесу құралы өткір болмаса, үлкен теріс болса, күйдіру пайда болады тырмалау бұрышы егер кесудің өте аз тереңдігі қолданылса немесе дайындама материалы гуммирленген болса қолданылады. Кесетін құрал тозған сайын ол айқындала бермейді және күйдіретін әсер айқындала түседі. Ұнтақтауда абразивті дәндер кездейсоқ бағдарланған, ал кейбіреулері өткір емес болғандықтан, әрдайым белгілі бір дәрежеде күйіп кетеді. Бұл ұнтақтаудың тиімділігі төмен және бұрылуға қарағанда көп жылу шығаратын себептердің бірі. Бұрғылау кезінде жану материал бұрғылау кезінде материалды жағуға арналған жерлері бар бұрғылармен жүреді. Кәдімгі бұралатын жаттығулар немесе тікелей флюстирленген жаттығулар оларды тесік арқылы жүргізетін 2 жерге ие. Бұрғылау бұрғылауыштарында 4 немесе одан да көп жер бар.
Burnish параметрі, сондай-ақ флеш, цыган немесе ату параметрі деп аталады, бұл орнату әдісі болып табылады тас лақтыру. Кеңістік бұрғыланады, оған тас ендірілген, ол тастың белдеуі, максималды диаметр нүктесі металл бетінен сәл төмен орналасады. Күйдіретін құрал тасты ұстап тұру үшін және айналасында күйдірілген жиекпен флеш көрініс беру үшін тасты айнала металды итеру үшін қолданылады. Параметрлердің бұл түрі ежелгі тарихқа ие, бірақ қазіргі заманғы зергерлік бұйымдарда қайта жандануда.
Сондай-ақ қараңыз
Әдебиеттер тізімі
- ^ а б Бакерджян, Рамон; Cubberly, W. H. (1989). Инженерлік-техникалық құралдар туралы анықтама. Дирборн, Мич: өндірістік инженерлер қоғамы. 45-7 - 45-11 бет. ISBN 0-87263-351-9.
- ^ Калпакджян, Серопе; Стивен Р.Шмид (2003). Инженерлік материалдарды өндіру процестері. Pearson білімі. б. 152. ISBN 81-7808-990-4. OCLC 66275970.